 微信
微信


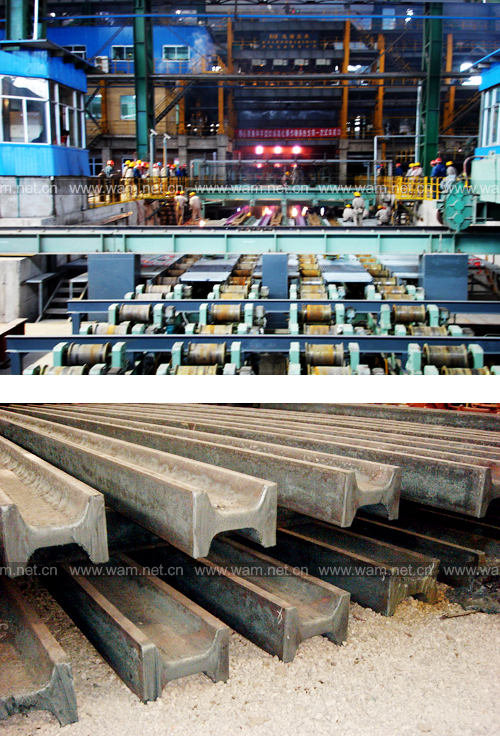
一、冶炼条件: (1)冶炼设备: 1座65吨转炉,1座LF炉; (2)平均出钢量:70吨; (3)浇铸钢种:普碳钢,低合金钢。 二、铸机工艺参数 (1)半径: 10米; (2)流数:4流; (3)断面 :430mm×300mm×85mm,292mm×205mm×85mm; (4)定尺 :5.25~12米。 三、主要技术特点: (1)定径水口, 半浸入式水口钢水浇注技术; (2)大断面采用双水口半敞开浇注技术,小断面采用单水口浇注技术 (3)涡流感应式液面检测技术,电动伺服系统控制结晶器液面高度;; (4)密排棍夹持式二冷夹持技术,防止铸坯变形; (5)扇形段第一段纯水冷却,其余段全气雾冷却技术;; (6)多点矫直技术,三机架双传动拉矫机,全通水内冷; (7)液压系统采用开路插装锥阀液压系统,完全满足连铸机液压用点使用要求,能够够有效实现二级压力转换,方便调节冷热坯压力等级; (8)电气系统执行电机大部门采用交流及交流变频控制,PLC与分布I/O设备、变频器采用现场总线进行通讯及控制,PLC与PLC以及和上位机之间采用工业以太网通讯方式。 四、主要设备特点 (1)125吨直臂钢包回转台,设有钢包加盖装置进行保温; (2)全悬挂式中间罐车,可升降、横移; (3)新型短臂四连杆振动装置,布置在外弧侧; (4)自适应、可仿形火焰切割机,以适于切割不同断面的铸坯并提高收得率; (5)全自动出坯形式的铸坯提升移送机:前移可将铸坯运至冷床,堆放铸坯;后移则将铸坯热送至热送辊道。 |


