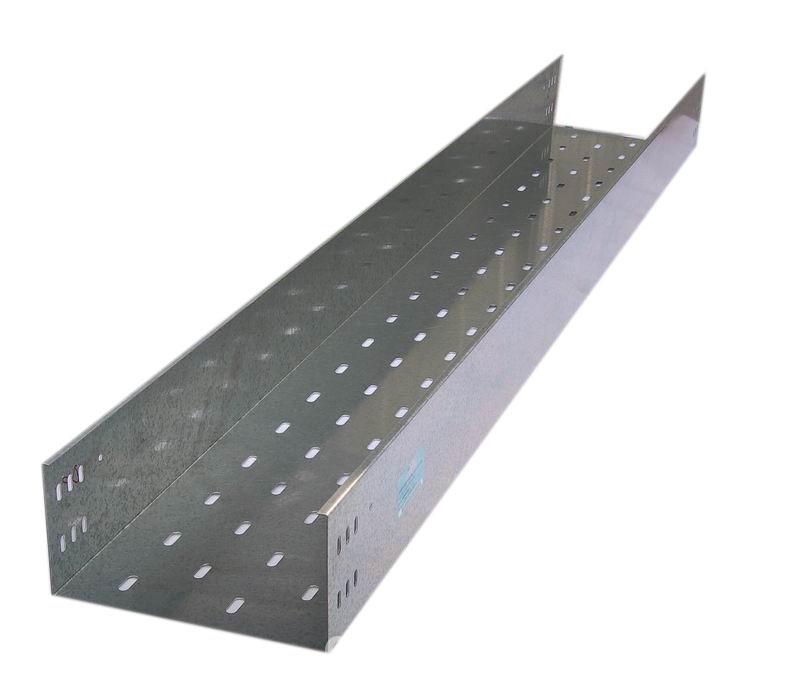
1.冷弯成型道次布局科学合理,对镀锌带钢软硬程度适应范围广,镀锌带钢轧制过程中不易破坏锌层;
2.采用带钢冲孔,然后再连续冷弯轧制,能够按照要求冲孔,并保证尺寸。
3.液压停机冲孔、冷弯成型、液压停机切断;
4.操作人员需一人;
电话:0731-85780201 传真:0731-85780201 湘ICP备15006475号-2 湘公网安备 43019002000053号
 微信
微信