 微信
微信


有对布关系,与阴极极化何不存在对应关系络合物电沉积的实践表明,大部分含氧酿阴离子,以及多、多胺婶配位依从共性质讲,在全同路子勺它们络合而有利于放电时,不会由于络离平的不愿:追常数小心使pjl极极化增大。而丹一曲有利于电子交换的那种阳他体在与金属组成络离子问。稳定常数小,不但不分校阴极极比增大.反而仪阴橄极化减小。络合物浓度的影刚综合物冶度影响是指掉合物镀液中主般浓度对电极极化和其它电被7:艺性能的影响。在络合物校服中金朋与络合剂约相对含量都要满足它们组成的绝合比。如果游离络合剂量一定,洁浓终合物总员,电必须要含较高的余炽浓度。一般来说,在调足络合比时,金属浓度的波动对惋民质量影响不大。们展在非络合比关系的镀的小,随着金属浓度的降低阴极极化升向,恢被民纳品细嘛同u1镀液分散能力和覆盖能j也得到提高。这是因为游离络合剂合铁增加,使缀合物离子更趋干稳定,向沼化结合物(表16j终合物)转化困难,从而增大了阴极上的电化学校化。阴趾极化升南的不列彤叭则是降低阴极电流放串积极限电兢密度,使阴松上金属的沉积速度下降。而金属浓度向,晚流效率增加,沉积边度也就大。镀参数肋影响。电流密度的影响电镀比对于所采用阴极电流密度,首先要求合较大的上限和下限范围,在该范围内获得良好的镀民其次在允许的电流密度范围内,尽量采用较大的电流密度以便提高沉积速度。实验表明,在电流密度低于门混肿,就会使阴极[:不埔沉积照层全民,或者发现被层韧生的品防变粗。初生晶粒变粗的原因是:对于浆些类型银的.电流密度从低于下限处开始增大时,主要使电流消耗在个别首长牛成的而核成陡上,于是出现缴税。随后,sb流密度从[;限开始增加,阴极极化作用阳父增洗、使沉积民构原版愈农旅细。然而当电流密度艘灶上限位时,即超过极限电流积良洲.银层渍随吁始恶化,其盛川观海绵状、枝品状,成名“焕然”、发黑等现象。电流密度的上限和下限
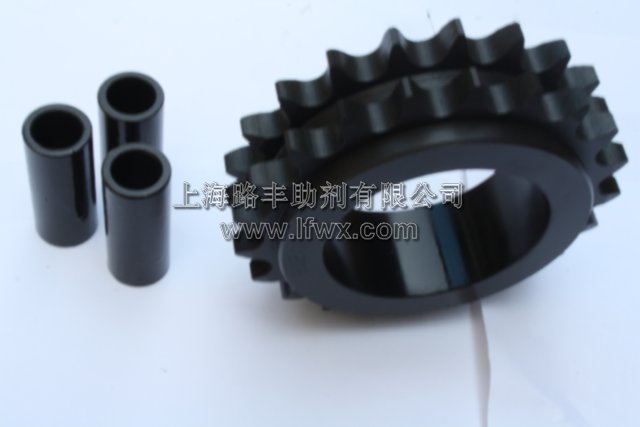
轴承齿轮耐磨纯锰系磷化液
1,本磷化所配表调为高品质表调,磷化膜层细腻,防腐性能好,表面调整能力强,可反复使用,不老化不变质不需隔段时间重新配槽,使用越久效果越稳定越好!!!
2,请知道:本磷化液为高要求纯锰系磷化液,品质性能均远优于同类产品,性价比非常高,任何时候的来电咨询我们都将提供热情周到的服务,不过无品质要求且想寻求低价位的磷化产品客户请做好成本预算再联系,谢谢!
3,本磷化液的膜层厚度为3-12微米,■耐盐雾为■72-96小时■以上,磷化后实物图颜色为■灰黑或纯黑色■,对于紧固件,齿轮,轴承,链轮均能达到颜色要求。
4,同时我们具备同类磷化产品不备有的精细磷化加工经验,可以为您制定磷化配槽、磷化线设计在内的整套磷化工艺设计方案,相当确保您在磷化工艺质量的稳定和质量!
5.本磷化液能让碳钢工件具有■耐磨、■防锈、■美观、■自润滑的优势特点。
6,本品为纯锰系磷化液,最佳温度为95-98度,不能低于90度,与水稀释,比例为1:10,时间控制在10-15分钟,工艺流程为:除油→除锈→表调→磷化→热水烫干→浸防锈油。



