 微信
微信


带在用部不易排出的角位该处无镀层。次另外—些情况下,因氢“(连绵不断地在同一处历析出,遮挡丁电流而形成气流条纹等缺陷。(降低电流效率。阴极氢气桥出多了,沉积上去的金属相对减久因而电流放率下降,延长了电镀的时间,降低了生产效率,增加了电能的消耗。阳摄过程r7极的作用主要是组成电镀的电流回趴屑离子。a阳极过程的特点在电镀过程中,逐步升高电6,阳极电位也逐渐升高,我们可以设法消除阴极电位变化的影帆而得到如图3—7所水的阳极极化曲线。开始(j5段),电流随阳极电位升高而逐渐增a1金届正常地溶解,即阳极处于活化状态。到达5点厄电流急削减小,下降到c点,这时升高阳极电位,也可通过其阳极反应补充镀液中被消耗的金电流并不增长或增长得很慢,直至达到d点,即阳极处于油化状态。超过d点以底阳极电流再次随阳极电位升高而逐渐增大,全民的溶解迎度更新加仇或者在阳极上发生忻氧反应。但在有的阳极过程小,观察不到dz段,而co段可以长达几十伏。b阳极溶解过程只生成一价金届离子的阳极溶解过程比较简单。如果生成多价金属离7,阳极过程很可能分成若干个单电子步骤进民其中央去最后一个电子的步骤最慢。这样随着阳极极化增九中间价态粒子将会积累赵众其浓度显著升高。但总有时却测不ld中间价态粒子。这种情况可能是这些金属阳极溶解时只生成吸附态的中间价态敞子。如果溶液中间价态的粒子积具到较高的浓度,还可能出现平行的化学反加步骤,如某些活性较高的中间粒子可能被溶液中的组分氧化(例如m。这时出现两个乍看起来“反常”的现象:金属阳根治解的电流效率超过了极极化时氢气的放出通度不但不下际反而t9著加快。金膳阳极的溶解过秤也受阴离子、络合剂和表面活性物质的影响。如果阴离子能与金属表面除子生成同品格结合较弱的表面络合物(与水分子形成的表面络合物相比)则有利于金属溶解,如果生成的表而络合物难洁<与水分子形成的表面综合物相比),则由于卡炽表面位置反而不利于阳极的溶解。也就是说,由于表而位留有队溶液中同时存在几种阴离朔口水分子时,它们会竞命吸附,因此,单独存在n有活化作用的几种阴寓于,苦在—·种溶液中同时存在,它们的活化作用并不能加机相反活化作用较弱的别离子会浓踞活化作用较强的
轴承齿轮耐磨纯锰系磷化液
1,本磷化所配表调为高品质表调,磷化膜层细腻,防腐性能好,表面调整能力强,可反复使用,不老化不变质不需隔段时间重新配槽,使用越久效果越稳定越好!!!
2,请知道:本磷化液为高要求纯锰系磷化液,品质性能均远优于同类产品,性价比非常高,任何时候的来电咨询我们都将提供热情周到的服务,不过无品质要求且想寻求低价位的磷化产品客户请做好成本预算再联系,谢谢!
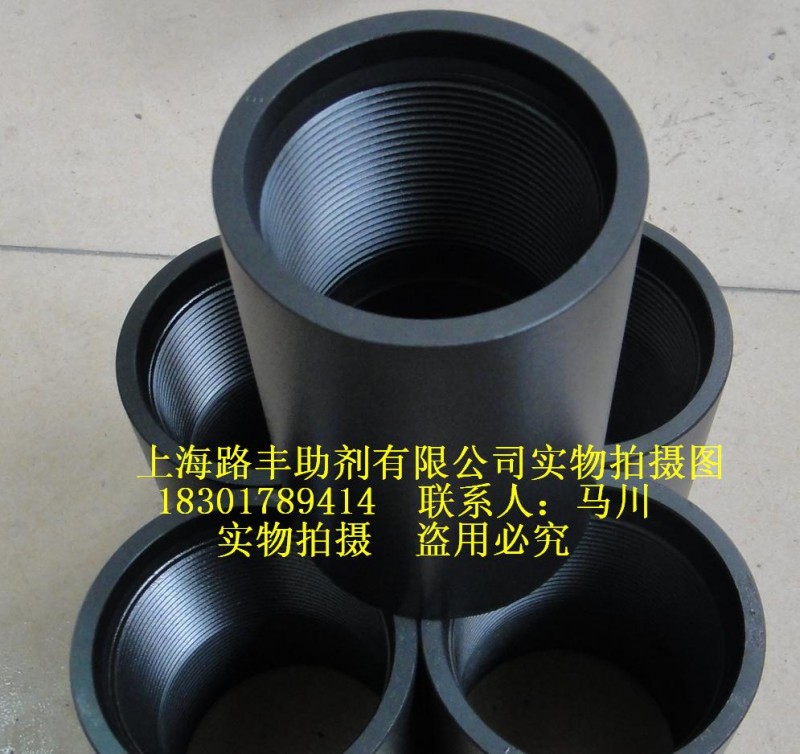
3,本磷化液的膜层厚度为3-12微米,■耐盐雾为■72-96小时■以上,磷化后实物图颜色为■灰黑或纯黑色■,对于紧固件,齿轮,轴承,链轮均能达到颜色要求。
4,同时我们具备同类磷化产品不备有的精细磷化加工经验,可以为您制定磷化配槽、磷化线设计在内的整套磷化工艺设计方案,相当确保您在磷化工艺质量的稳定和质量!
5.本磷化液能让碳钢工件具有■耐磨、■防锈、■美观、■自润滑的优势特点。
6,本品为纯锰系磷化液,最佳温度为95-98度,不能低于90度,与水稀释,比例为1:10,时间控制在10-15分钟,工艺流程为:除油→除锈→表调→磷化→热水烫干→浸防锈油。



